


StructSure™
Photoresists & Specialty Chemicals
Photoresists & Specialty Chemicals
SU-8 SERIES and KMPR® Plasma Removal/Rework
Part of the Applications Notes LineRemoval or reworking highly crosslinked SU-8 epoxy resist is difficult because it is chemically very stable. To rework very thick SU-8 layers economically without damaging other microstructures requires a highly selective process. The Muegge/R3T reactor uses a microwave source to generate a high density of radicals to obtain high removal rate and high throughput. Remote plasma greatly reduces thermal load. Pure chemical etching with free radicals generated from O2 and CF4 results in high selectivity removing thick SU-8 and KMPR® films with no metal attack.
SU-8 and KMPR
R3T Plasma Remove / Rework Advantages
- High etch rate of more than 200 µm/h on large areas (e.g. batch of 9 x 6″ wafers) independent of thickness; >20 µm/min for small samples; temperature below 70C
- Etch rates nearly independent of hard bake conditions; differences in etch rate <10 % between no HB vs. 200°C HB
- Stripping of very thick resist (>1 mm) possible
- Pure chemical etching: No damage by ions, heat impact only by reaction energy
- No attack on metals like Ni, NiFe, Au, Cu etc.
- Only very slight attack on Si and Si compounds as SiO2 or Si3N4 (selectivity >500:1)
- No organic residues; inorganic residues removable by additional cleaning step
- Simultaneous etching of substrates with different resist thicknesses possible
- End point detection for each individual substrate

Small gears after SU-8 resist removal Muegge/R3T GmbH STP2020 technical brochure Source: Mimotec SA. See also www.r3t.de
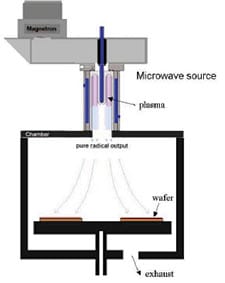
Working chamber with remote plasma source on top Source: Muegge/R3T
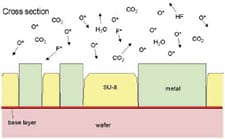
Cross section of a wafer with metal micro parts and SU-8 during stripping phase J. Mathuni, SU-8 removal from metallic HAR microstructures, July, 2008 Stuttgart
FEATURED APPLICATIONS